

![]()
PART III: SORTING SAND
As the Quality Control Superintendent, it’s my job to make sure all our sand gets cleaned and separated into appropriate mesh sizes per product before being shipped out to clients for frac jobs. Here’s an overview of how that works. Fortunately, I have a great team that works with me on this.
Workflow
On a typical day at our El Dorado and Vest mine in the Permian Basin, we process about 14,000 tons of sand at each plant – that’s enough to fill about 1200+ trucks total.
The loader scoops up the mine’s raw mix—the collection of sand, dirt and everything else straight out of the ground—and deposits it into a hopper. From there, the raw product is mixed with water and screened so it can be pumped through a pipe system into the next step: the wet plant.
At the wet plant, we clean up the sand, removing dirt and any grains that are too fine or too coarse to be of use in fracing. To get a preliminary grain size measurement, we use a particle analyzer called a CAMSIZER, a sort of virtual sieve stack. Watch a video on how it works here.
Analyzing the Sand
The CAMSIZER consists of cameras that take millions of high-resolution pictures of the sand at each stage of the mining process so we can chart changes in size ratios as the sand progresses. A computer program analyzes the grains in those photos and gives us a very accurate breakdown of the mesh sizes.
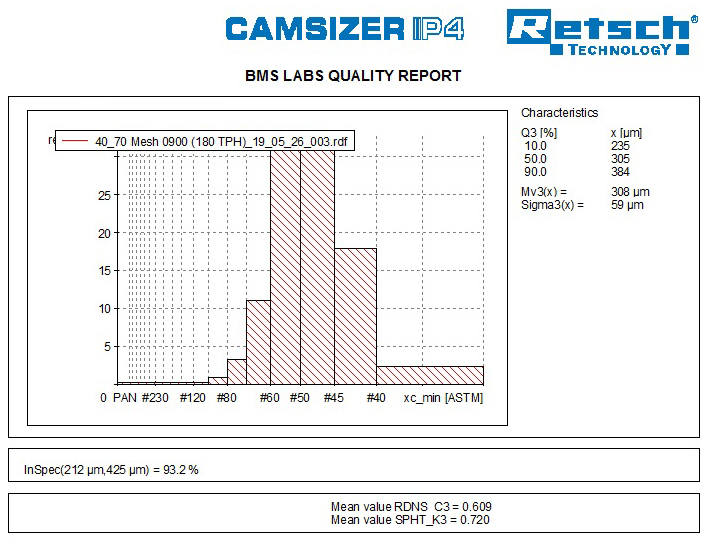
Actual Quality Report – May 2019, Vest Facility.
These stages include:
1-2. At the pit, also known as the quarry. When we feed the mined sand into the hopper, we get a sample which we run through the CAMSIZER to calculate grain sizes; including what we’ll keep and what we’ll remove as not useful. “Not useful” particles can include grains that are too small (basically dust) or too big to be in the 40/70 or 100 mesh categories we make.
3. At the wet plant, as mentioned above. Here we’ve washed out most of the unusable product. We take a sample off the conveyor belt to make sure what’s left is within the size categories our customers need.
4. At the decant building. Here we let the sand dry out in preparation for being fed to our dryers.
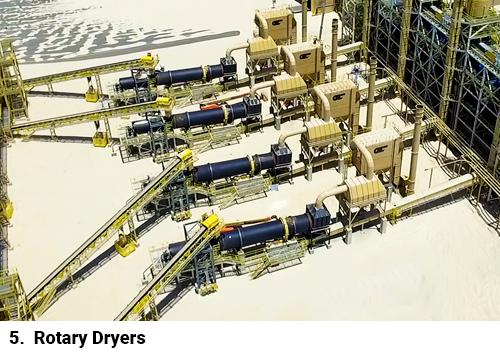
5-7. At the dry plant. The sand further processed through the Rotary Dryers and then fed to screen towers which provide the final cut of sand. Here the finished and sorted product goes from the bucket elevators to the silos to be loaded into trucks. This is the most important stage because we must make sure that only the right sizes are present and are stored where they belong. You might say this is where the sand meets the road.






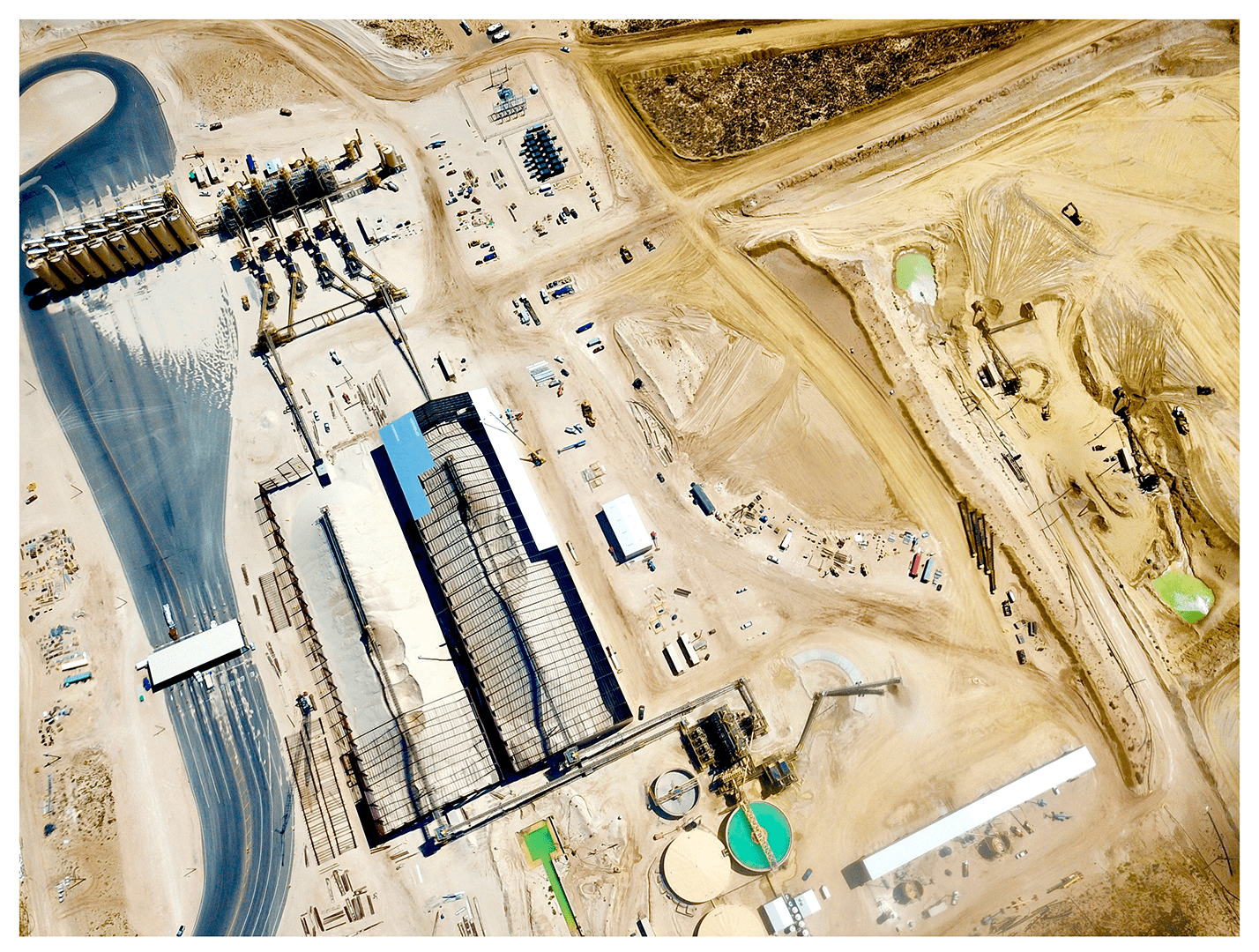
Interactive Map. Click markers to see each step up close
The CAMSIZER also measures the roundness and the sphericity of the grains. “Roundness” and “sphericity” may sound like the same thing, but to us there is a very important distinction.
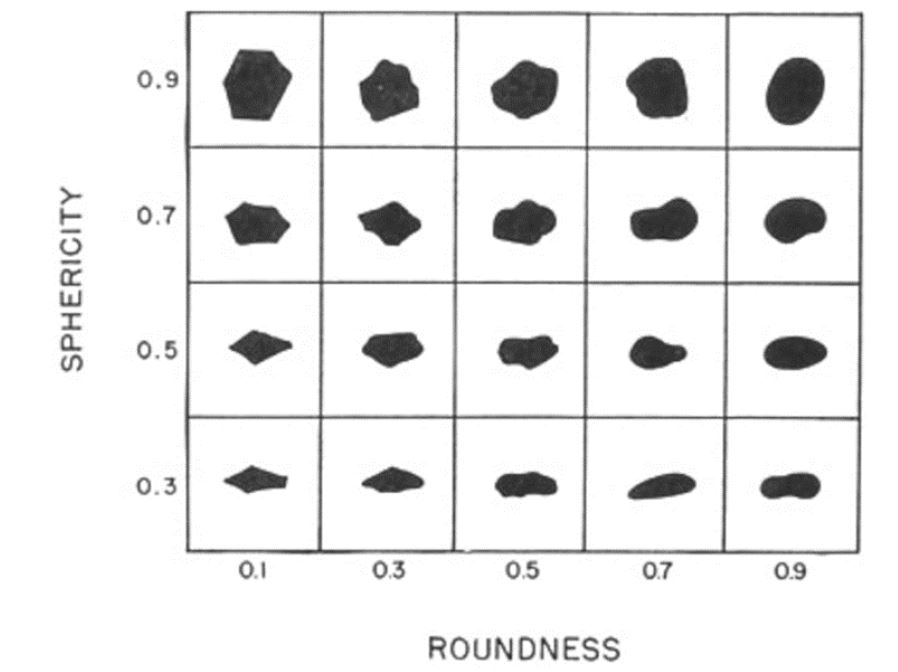
- “Sphericity” of a particle is essentially measuring how closely the particle resembles a sphere.
- “Roundness,” on the other hand, is the measure of the sharpness of the given corners of the particle or curvature.
This CAMSIZER is advanced technology, much more efficient than running the sand through a physical series of sieves for measurement. Eventually, it is all processed through screens to be separated between the needed sizes of 40/70 and 100 mesh. But for analysis, the CAMSIZER speeds the process greatly. As long as we keep the lenses clean and the system calibrated, it continues to work miracles.
It also archives the data and generates reports that are helpful for both us internally, and for clients. These reports are analyzed and discussed daily. That data tells us if everything is as it should be, or if we need to make adjustments at any point in the process.
Testing
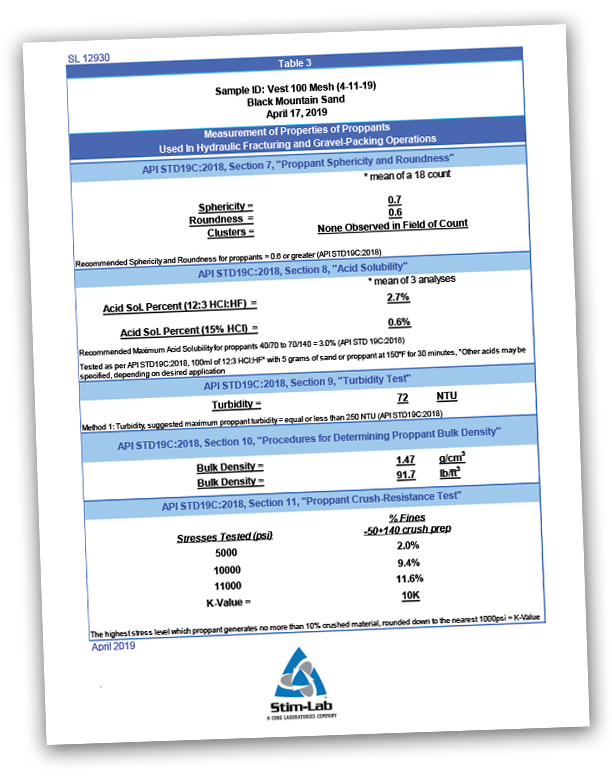 Once each quarter, we send out samples to an ISO Certified, independent lab for testing. This lab conducts several tests for us. One of those tests is the acid test. This determines the rate at which the sand breaks down when combined with frac chemicals. These chemicals, which are designed to open formations to hydrocarbon flow, can also have an effect on frac sand. It’s important for clients to know at which rate this will happen downhole.
Once each quarter, we send out samples to an ISO Certified, independent lab for testing. This lab conducts several tests for us. One of those tests is the acid test. This determines the rate at which the sand breaks down when combined with frac chemicals. These chemicals, which are designed to open formations to hydrocarbon flow, can also have an effect on frac sand. It’s important for clients to know at which rate this will happen downhole.
There are several other important tests we run that are worth mentioning, such as Turbidity, that determine the quality of the sand, but that process deserves its own blog post.
Lastly, we use third party labs to verify that our own testing methods are accurate so customers can be sure they’re getting exactly what they’re paying for. This is done quarterly because things could change significantly over a year, but not so much in one month.
Our fully transparent reporting lets us provide reliable details on the kind of sand we’re loading. That helps our customers feel comfortable knowing they’re getting exactly what they need to maximize production from every new well.
Like any ongoing process in oil or any industry, mining and shipping frac sand requires constant monitoring and verification, which is a very basic part of the process.
Just don’t ask me to join you at the beach. While you’re riding the waves, I’ll be wondering about the sphericity and roundness of the sand between my toes.
Next Time:
With such detail to quality, how do we efficiently move such high quantities so quickly? Next month, two Production Supervisors at our Bigfoot faciliy in Poteet, Texas will give an overview on how they handle the sand from mine to customer.
We Want To Hear From You!
Have questions? Comments? We’d love to hear from you! We want to get to know our neighbors, so please send us your questions on the form below. We’ll share your questions with our answers on social media each week! Follow our story: #InsideFracSand
This Month’s Contributor

David Kennedy
Quality Control Superintendent, Vest & El Dorado Facilities
David works with our Operations and Sales teams to make sure our product meets customer specifications and ensures we produce the best frac sand in the marketplace. Also, as Quality Control Corporate Champion, he assists with standard operation procedures and auditing of all Black Mountain Sand QC Labs. With a B.S. from Illinois State University and a M.A. from Governors State University, David started in research and development before transitioning to quality control for frac sand. Originally from the SW suburbs of Chicago, David now resides in Odessa, TX and has three children: Kian (16), Colin (13), and Kayleigh (9).